アワジは粉体専門の計量充填機メーカーの会社です。
ロスインウェイト式 連続定量供給機 ASF-100HEADLINE
小型(100kg)~大型(6ton)まで対応
PLCでフィードバック制御することでコストダウンしました
供給機は各種用意しています
パソコン(Windows)でモニタ、制御指令ができます
特徴

●ロスインウェイト式 定量制御
タンクの粉を設定した流量で排出します。前後機械を制御することが可能です。
①タンクいっぱいに粉を貯める
②タンクから粉を排出
③その時の流量を計算
④設定流量との誤差をシーケンサに取り込みスクリューの回転数をフィードバック制御する
●あらゆるタイプに対応
粉を貯めるタンクが必要になりますが、大型から小型までお客様のご要望に合わせて製作。ハカリの形式も台ハカリタイプ、吊り下げタイプ様々な様式をご用意。

●あらゆる粉に対応した供給機
粉の特性に合わせて定量性のある供給機を選択します。一般的には縦型オーガが最も定量性に優れています。
●縦型オーガ
●横送スクリュー
●ベルトコンベア
●振動フィーダ
●自然流下

●あらゆる大きさのタンクに対応
小容量のものは台ハカリで、大型のものは吊り下げ、据え置きで対応します。大型のもので定流量制御にも対応します。
周囲の外乱も平均化処理出来ます。
●多種制御
1つのコントローラで、2個以上の定流量制御を連動制御出来ます。そのためそのため、複数使用するとコストダウンが可能。
2つの定量供給機で粉を同時供給して、落下混合させることも可能。
●あらゆる用途に
用途は様々考えられます。●複数使用してそれ自体で混合機(粉の排出落下中に混合)
●添加剤の供給
●粗砕機への供給
●モニタ 動作設定はタッチパネル
モニタはカラータッチパネルです。設定は画面を見ながら1ヶ所で行えます。
また周辺機械の設定も同時に行なえ一元管理が可能。
●パソコン設定 モニタ 社内ネットワークLANに接続
パソコンWindowsを使って遠隔モニタ、遠隔操作が出来ます。社内にネットワークにつないで全社で機械の稼働状態をモニタすることも可能。
工場内全ての機器をつないで、モニタリング出来ます。
多種配合するときはパソコンで設定する方が入力作業の省力化出来ます。
●プログラムはPLCで作成
定量制御部分のプログラムはPLCで作成しているので、きめ細かな制御が可能です。
大型タンクで低流量の制御を行うとハカリの表示桁数の問題で流量計算が困難ですが、
PLCで計算しているので可能です。また前後工程の制御も1つのPLCで行えるのでコストダウンになります。
2つ以上の定量供給機も1つのPLCで制御出来るので、連動制御も可能、さらなるコストダウンになります。
●チューニング
タンクの大きさ、流量、粉の特性にあった調整を行います。●PIDの係数調整
●重量のサンプリングレイト
●定期的な振動のフィルタリング
●制御
定量制御は流量を計算することから始まり、設定した流量になるように供給機駆動用のインバータ周波数をアナログ調整しています。駆動周波数の計算はPID計算、積算誤差の補正計算の2つを行い瞬時の流量を優先するか、トータルの排出量を優先するか選択出来ます。
詳細 2つの定流量供給機を組み合わせて制御
●タッチパネル画面 この画面は2つの定量供給機を同時制御するものです
この画面は制御盤取付のタッチパネルのものですが、同じ画面をパソコンのモニタに表示してパソコンから機械を
制御モニタすることもできます
Q.定量供給とは
A.供給機付きタンクに粉をためて、タンクから排出される粉の流量がユーザが設定した流量になるように、自動的にコンベアのモータ回転数を計算して、自動供給するものです。混合層や粉砕機に一定量の添加物を投入したいときに排出される粉の流量を確認しながら、かつ流量が自動的に流量が一定値を保ちます。
Q.計算方法は
A.コンベアを駆動したときに、時間あたりに粉が排出される重量をシーケンサで計算して、ユーザが設定した流量になるようにモータの回転数を計算します。従って、運転開始時のモータ回転数が実際に必要な回転数と異なっていても、自動修正して必要な流量にする事ができます。定量供給計算の方法
定量供給はタンクに一端粉を貯めてから
ある周波数でモータを駆動したときの流量を監視し、設定した流量との差をチェックしてモータの駆動周波数を加減算調整しています。
但し、大形タンクにてそれを行う場合には、ハカリの最小目盛りが流量(1秒当たりの排出量)と近づくのと、コンベアも大型し、粉の脈動が発生するのでその対策の制御も行っています。
自動定量運転開始
固定周波数で運転
始めの60数秒は固定周波数にて運転を行い、流量計算を行うための準備を行います。流量は1分間のタンク重量の差を計算しています<1分間流量Kg/min>=<現在重量
Kg>-<1分前の重量 Kg>●計算は1秒毎に常時行っているので、1秒ごとに更新されます
↓
流量計算自動定量供給開始
1分間の流量の現在値と設定値の差から駆動周波数を変更します。周波数の変更方法は2つの方法を同時に行っています●PID計算 (常時周波数変更)●補正計算 (1分毎に駆動周波数を補正)
↓
自動定量供給停止
10秒間の流量が一定値を下回ると、粉がないものと判定して自動定量供給を停止し、固定周波数にて運転を継続します。もしくは誤差が一定以上になると自動停止この時の周波数は自動定量運転時の駆動周波数を記憶して用います。
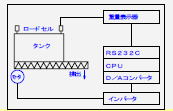
| 制御ブロック図 タンク重量をシーケンサで監視してコンベアの流量を計算します。得られた値が設定した流量と異なる場合はコンベア用モータを駆動するインバータの駆動周波数を変更して流量が設定値と同じになるように自動調整します |
|

TEL 06-6437-5442
FAX 06-6437-1844
nak@awaji-pack.com
株式会社アワジ
〒661-0026
兵庫県
尼崎市水堂町4丁目2-19
![]()
![]()
![]()
![]()
![]()
![]()
【製品一覧】
スクリューコンベア
垂直搬送コンベア
袋クランプ
ピンチバルブ
扇形ゲート
フレコンバック充填機
フレコンバック連続充填機
外(内)弁用計量充填機
水平スクリュー計量充填機
縦型スクリュー計量充填機
縦型スクリュー脱気計量充填機
多種粉体配合機
脱気コンベア
全自動計量充填包装機
連続定量供給機
リボンミキサー
パソコンで制御
取扱実績粉
技術資料
【見積依頼書】
スクリューコンベア
袋クランプ
計量充填機
フレコンバック充填機
フレコンバック連続充填機
リボン羽根型混合機
制御盤